
Artikel ini membahas cara menyambung pipa HDPE untuk tiga metode utama—butt fusion, electrofusion, dan compression/push fit—beserta alat penyambung pipa HDPE yang diperlukan, checklist pra-kerja, kontrol kualitas, dan kesalahan umum yang harus dihindari. Cocok untuk teknisi lapangan, kontraktor, hingga tim QA proyek.
Sambungan pipa HDPE yang benar bergantung pada dua faktor: metode yang sesuai (butt fusion, electrofusion, atau compression) dan kedisiplinan proses (persiapan, eksekusi, pendinginan, dan QC). Pilihan alat/mesin—baik alat sambung pipa HDPE manual maupun hidrolik—ditentukan oleh diameter pipa, lokasi kerja, serta target mutu sambungan.
Metode Sambungan & Kapan Menggunakannya
- Butt Fusion (spigot–spigot)
Untuk diameter kecil–besar. Hasil sambungan monolitik, kuat, dan rapi bila parameter tepat. - Electrofusion (EF)
Ideal ketika akses terbatas atau butuh sambungan presisi dengan fitting EF. Cocok untuk repair dan area sempit. - Compression / Push Fit
Praktis untuk diameter kecil (mis. 20–32 mm, atau bahkan hingga 110mm), proyek cepat, dan instalasi yang sering bongkar-pasang.
Alat & Persiapan Umum (Wajib)
Alat dasar:
- Butt fusion: mesin las butt fusion (manual/hidrolik), facer/trimmer, heating plate, alignment clamp, alat ukur & pembersih.
- Electrofusion: mesin las EF (barcode/parameter input), scraper, alignment clamp/re-rounder, alkohol isopropil & tisu bebas serabut.
- Compression: pipe cutter, chamfer tool, kunci torsi (sesuai rekomendasi pabrikan fitting).
Pra-kerja (checklist singkat):
- Pastikan ovalitas & kebersihan ujung pipa; singkirkan tanah, minyak, air.
- Cek kalibrasi mesin dan tegangan listrik/genset stabil.
- Pastikan lingkungan kerja kering, terlindung dari angin/debu berlebih.
- Kenakan APD (sarung tangan tahan panas, kacamata, sepatu safety).
Catatan: Parameter suhu, tekanan, dan waktu selalu mengacu ke manual pabrikan & spesifikasi proyek/standar yang berlaku.
Cara Menyambung Pipa HDPE – Butt Fusion
Tujuan: Menyatukan dua ujung pipa/fiting HDPE yang rata hingga menyatu secara permanen.
Langkah:
- Penjajaran (clamping): Kunci kedua ujung pipa pada alignment clamp; pastikan koaksial.
- Facing: Ratakan kedua ujung menggunakan facer hingga permukaan halus dan tegak lurus.
- Pembersihan: Bersihkan serpihan & debu; hindari menyentuh permukaan yang sudah difacing.
- Pemanasan: Tempelkan heating plate (bersih) di antara kedua ujung dengan tekanan/dua tahap (bead forming lalu heat soak) sesuai SOP.
- Penyatuan: Lepas heating plate, satukan kedua ujung dengan tekanan pengelasan sesuai parameter (smooth, tanpa hentakan).
- Pendinginan: Tahan pada clamp sampai waktu cooling terpenuhi. Jangan memindahkan/membebani sambungan.
- QC visual: Cek welding bead kiri-kanan simetris, tidak ada burn mark/under-bead/void.
Troubleshooting ringkas:
- Bead tipis/tidak merata: waktu pemanasan kurang atau tekanan tidak stabil.
- Misalignment: penjajaran kurang; cek clamp & ovalitas.
- Permukaan kotor: ulangi facing & pembersihan.
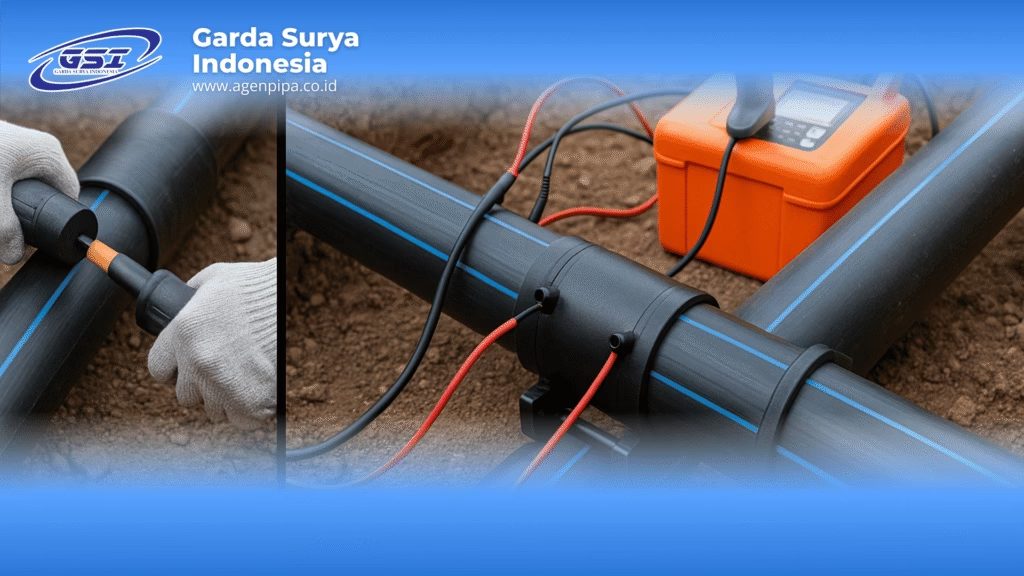
Cara Menyambung Pipa HDPE – Electrofusion (EF)
Tujuan: Menyatukan pipa dengan fitting EF yang memiliki elemen pemanas internal.
Langkah:
- Marking & re-rounding: Tandai kedalaman masuk pipa; gunakan re-rounder bila diperlukan.
- Scraping: Kupas lapisan luar pipa (±0,2–0,3 mm) dengan scraper hingga permukaan baru bersih.
- Pembersihan: Lap alkohol isopropil & tisu bebas serabut; jangan sentuh tangan.
- Pemasangan: Masukkan pipa ke fitting EF sampai tanda; pastikan koaksial (gunakan clamp).
- Setting mesin EF: Scan barcode/masukkan parameter (tegangan/waktu) dari fitting.
- Pengelasan: Nyalakan mesin; biarkan siklus hingga selesai.
- Pendinginan: Jangan menggeser sambungan hingga waktu cooling selesai.
- QC: Banyak fitting EF memiliki indikator pin yang naik bila pemanasan tepat; tetap lakukan inspeksi visual & dokumentasi.
Troubleshooting ringkas:
- Leak/porositas: scraping kurang; ulangi scraping & pembersihan.
- Indikator tidak naik: cek tegangan listrik, input parameter, atau fitting EF.
Cara Menyambung Pipa HDPE – Compression / Push Fit
Tujuan: Sambungan cepat untuk diameter kecil.
Langkah:
- Potong & chamfer: Potong pipa tegak lurus; chamfer ujung pipa agar tidak merusak O-ring.
- Rakit komponen: Longgarkan mur; pastikan O-ring bersih & pada posisi.
- Pemasukan: Dorong pipa hingga melewati stop; kencangkan mur sesuai torsi anjuran pabrikan.
- QC: Pastikan pipa tidak mudah tercabut dan tidak ada gap yang terlihat.
Troubleshooting:
- Rembes: O-ring kotor/terjepit; bongkar, bersihkan, pasang ulang.
- Mudah lepas: panjang masuk kurang; ulangi sampai melewati mark.
Ringkasan Perbandingan Metode
| Metode | Rentang Diameter Umum | Kelebihan | Catatan Penting |
|---|---|---|---|
| Butt Fusion | Kecil–besar | Sambungan monolitik, kuat, ekonomis | Wajib control alignment, parameter panas & tekanan |
| Electrofusion | Kecil–menengah | Presisi, cocok area sempit/repair | Scraping & kebersihan absolut; tegangan stabil |
| Compression | Kecil | Paling cepat & praktis | Pastikan torsi & integritas O-ring |
FAQ
Q1: Alat apa saja untuk butt fusion?
Mesin las butt fusion (manual/hidrolik), facer/trimmer, heating plate, alignment clamp, alat pembersih, dan alat ukur.
Q2: Kapan pilih electrofusion?
Saat akses sempit, butuh fitting bercabang/repair, atau ketika kontrol posisi lebih mudah via fitting EF.
Q3: Apakah sambungan compression kuat?
Untuk diameter kecil & instalasi cepat, ya—dengan catatan pemasangan sesuai torsi dan O-ring bersih/utuh.
Q4: Berapa harga alat penyambung pipa HDPE?
Bervariasi menurut metode, range diameter, fitur (hidrolik/data logger), dan brand. Minta penawaran sesuai spesifikasi proyek.
Q5: Apa nama alat penyambung pipa HDPE yang wajib ada?
Tergantung metode; umumnya mesin las (butt/EF), facer/scraper, heating plate, alignment clamp, re-rounder, dan data logger (opsional).
Hubungi Kami
Butuh rekomendasi mesin penyambung pipa HDPE (manual/hidrolik/EF), paket alat lengkap, atau pelatihan operator?
Agen Pipa – Garda Surya Indonesia siap bantu dari konsultasi hingga supply & after-sales. Hubungi via WhatsApp untuk penawaran terbaik.